



















37 Sp
Modelo WG2040, WG2044, WG2045, WG3000
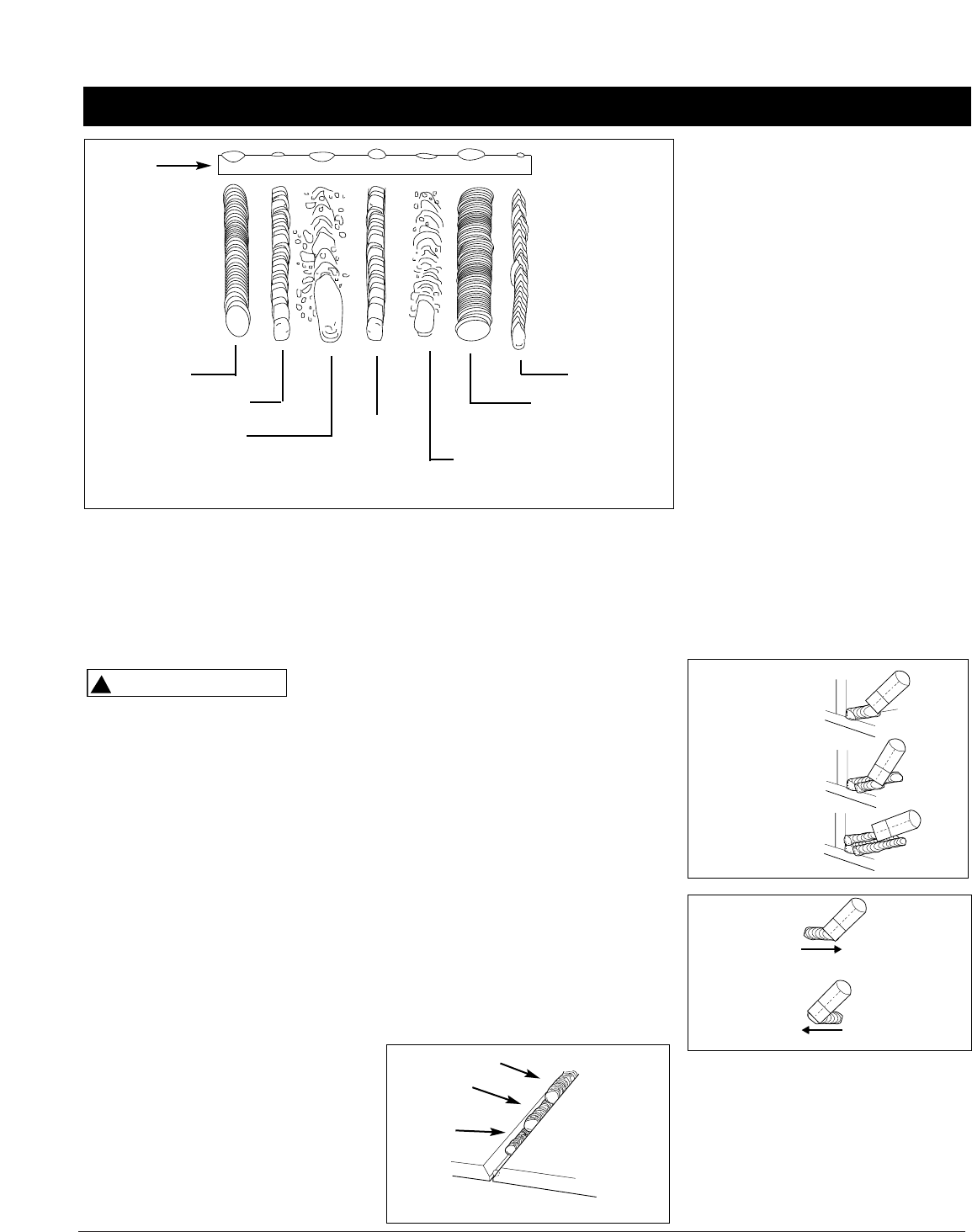
la perla son en punta tal como se
muestra. Cuando la velocidad es
demasiado lenta, el metal de soldadura se
acumula y la perla es alta y ancha. Para
aluminio, la velocidad del alambre
generalmente se establece más alta.
REMOCIÓN DE LA ESCORIA
(SÓLO CABLE DE NÚCLEO FUNDENTE)
Utilice
anteojos
de seguridad ANSI (Norma ANSI Z87.1) y
ropa de protección cuando remueva la
escoria. La escoria caliente que salta
puede causar lesiones personales a
cualquier persona en el área.
Luego de completar la soldadura, espere
que las secciones soldadas se enfríen. Un
revestimiento protector llamado escoria
cubre ahora la perla de soldadura que
evita que los contaminantes en el aire
reaccionen con el metal fundido. Una vez
que la soldadura se enfría al punto que
ya no está rojo incandescente, se puede
retirar la escoria con una rebabadora.
Golpee ligeramente la escoria con la
rebabadora y rómpala aflojándola de la
perla de soldadura. La limpieza final se
realiza con un cepillo de alambre. Cuando
realice varias pasadas de soldadura, retire
el desecho antes de cada pasada.
POSICIONES DE SOLDADURA
Se pueden utilizar cuatro posiciones de
soldadura básicas: plana, horizontal,
vertical y sobre la cabeza. Soldar en la
posición plana es más fácil que cualquiera
de las otras porque se puede aumentar la
velocidad de soldadura, la fundición
tiende menos a correrse, se puede lograr
una mejor penetración y el trabajo es
menos agotador. La soldadura se realiza
!
ADVERTENCIA
Pautas de Soldadura (Continuación)
con el cable a un ángulo de propagación
de 45° y un ángulo de trabajo de 45°.
Las demás posiciones requieren diferentes
técnicas tales como una pasada de vaivén,
pasada circular y golpecitos. Se requiere
de un mayor nivel de experiencia para
realizar estas soldaduras.
La soldadura sobre la cabeza es la
posición menos deseable ya que es la más
difícil y peligrosa. El ajuste del calor y la
selección del cable variarán dependiendo
de la posición.
Todos los trabajos deben realizarse en la
posición plana si es posible. Para
aplicaciones específicas, consulte un
manual técnico de soldadura por arco.
PASADAS DE SOLDADURA
Algunas veces se requiere más de una
pasada para rellenar la unión. La pasada
de fondo es la primera, seguida por las
pasadas de relleno y la pasada de
cubierta. Si las piezas son gruesas, quizás
sea necesario biselar los bordes que están
unidos con un ángulo de 60°. Recuerde
retirar el desecho antes de cada pasada
para el proceso sin gas.
SOLDADURA DE ALUMINIO
Cualquier superficie de aluminio que
deba ser soldada, se debe limpiar
Calor,
velocidad del
cable y
velocidad de
propagación
normales
Calor demasiado bajo
Calor demasiado alto
Velocidad del
cable
demasiado
rápida
Velocidad del cable
demasiado lenta
Velocidad de
propagación
demasiado lenta
Velocidad de
propagación
demasiado
rápida
Metal
de Base
Figura 15 - Aspecto de la Soldadura
minuciosamente con un cepillo de acero
inoxidable para eliminar cualquier resto
de oxidación que pueda haber sobre la
superficie de la soldadura y de la
conexión a tierra. Se debe utilizar 100%
argón cuando se suelda aluminio. Si no se
utiliza argón, es muy improbable que se
logre la penetración metálica. Cuando se
suelda aluminio, se recomienda el
recubrimiento de Teflon
®
para el
cable, el rodillo de alimentación con
ranura lisa, y puntas de contacto de
aluminio. Campbell Hausfeld ofrece
estas piezas en el Kit WT2530. Llame al
800-746-5641 para colocar un pedido.
TÉCNICA DE EMPUJE VERSUS TÉCNICA
DE JALADO
El tipo y espesor de la pieza de trabajo
determina hacia qué lado apuntar la
boquilla de la pistola. Para materiales
delgados (indicador 18 para arriba) y todo
aluminio, la boquilla deberá apuntar
frente a la mezcla de soldadura y empujar
esta mezcla a través de la pieza de
trabajo. Para acero más grueso, la
boquilla deberá apuntar hacia la mezcla
para aumentar la penetración de la
soldadura. A esto se le conoce como la
técnica del revés o técnica de empuje. (ver
Figura 18).
Figura 16 - Pasadas de soldadura
Cubierta
Relleno
Fondo
Figura 17 - Pasadas
de soldadura
múltiples
EMPUJE
JALADO
Figura 18